半導体外観検査記録の「顕微鏡とキーボードの往復」をながら記録のAI音声入力で解消 ─ 顕微鏡から目を離さず実現する検査スループット向上
実体顕微鏡を

目次
! 導入前の課題
-
•
顕微鏡と
端末を 往復する 視線移動で 欠陥位置を 見失い、 再検査や ピントずれが 発生する -
•
手袋着用での
キーボード・プルダウン入力が 高負荷で、 結局紙に 戻る ケースが ある -
•
事後まとめ記録で
欠陥サイズの 記憶が 曖昧に なり、 SPC連携データの 精度が 低下する
✓ 導入後の効果
-
•
顕微鏡から
目を 離さずに 欠陥記録を 完結し、 検査スループットと ピント精度を 両立 -
•
欠陥種別・位置・サイズ・
判定が リアルタイムで 帳票化され、 SPC管理図に 直結 -
•
ロット単位の
欠陥統計が 自動集計され、 検査後の 手集計・報告書作成工数を 削減
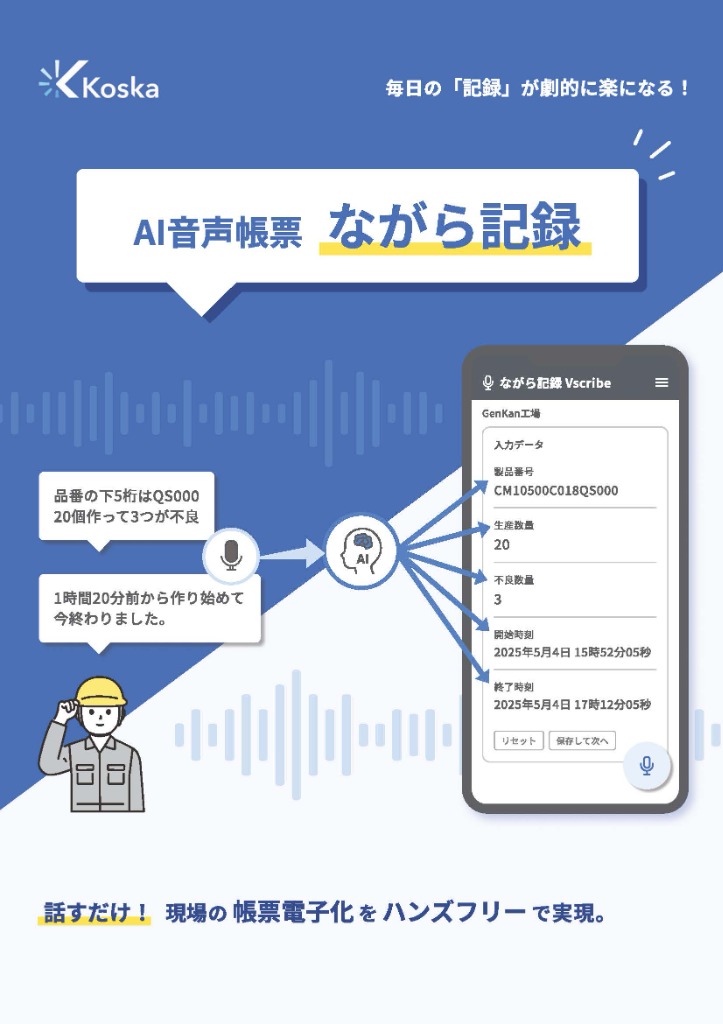
半導体 外観検査 記録は、生成AI音声入力で顕微鏡から目を離さず完結できます。 欠陥種別・位置・サイズを発話から帳票へ即時反映できるため、視線移動のタイムロスを抑えられます。 本記事では、後工程の実務課題と運用設計を整理します。
半導体 外観検査 記録の重要性と、現場が抱える「視線移動のタイムロス」

後工程(OSAT:半導体の組立・テスト工程を受託する外部サービス)の外観検査では、実体顕微鏡で見つけたスクラッチ・ボイド・バリの欠陥分類をその場で記録し、ロット単位でSPC(統計的工程管理)へ連携することが歩留まり改善の起点です。検査担当者の方は、接眼レンズに顔を寄せたまま欠陥を見つけ、顔を上げてキーボードへ視線を移し、また顕微鏡へ戻る動作を何百回も繰り返します。この「視線移動のタイムロス」で、欠陥位置を見失って再検査、入力で手を止めて1ロットが延びる、ピントずれで軽微欠陥を見落とす、事後まとめ記録でサイズ記憶が曖昧になる、といったミスが連鎖します。
なぜ半導体の「外観検査記録」はAOI導入後も人手を離れないのか?
後工程の検査ブースは、照明を整えた実体顕微鏡の前で1ロット100個以上のダイ・パッケージを連続判定する高集中業務です。AOI(自動光学検査)は定型パターン検出に強い一方、スクラッチの深さ、ボイドの立体感、境界の合否判定は、最終的に熟練した検査担当者の方の目視が残ります。手袋着用状態でのキーボード操作や細かなプルダウン入力は負荷が高く、タブレット化しても視線移動は消えません。「プルダウン式の検査アプリを試したが結局紙に戻った」という不満が出るのはこのためです。 さらに、音声録音→後日文字起こし→転記の3ステップやバーコード入力は、事後転記の工数と記憶依存の精度低下を同時に招きます。記録は、JEDECの外観基準、MIL-STD-883の外観試験、顧客個別品質協定(QAA)、SPC要件を満たす粒度で残す必要があります。 1 出典 JEDEC JESD22-B101D 元の記事を読む — standards.globalspec.com 2 出典 MIL-STD-883E 元の記事を読む — navsea.navy.mil
生成AIが「音声入力」を実務インターフェースへ進化させ、視線移動のタイムロスから解放する
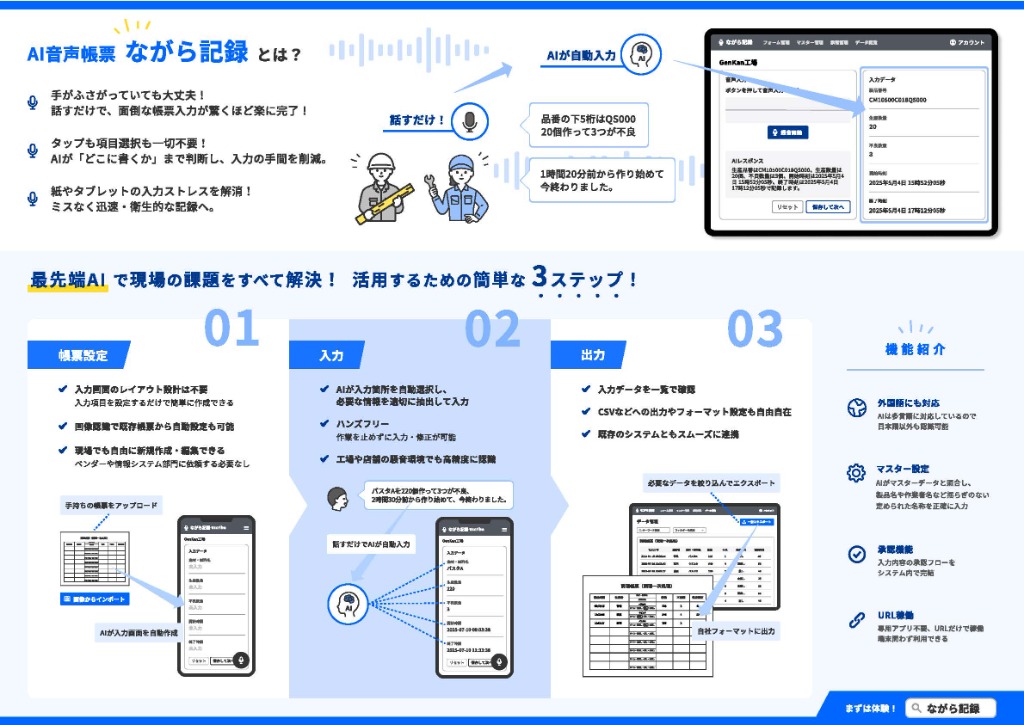
生成AIによる音声入力は、単なる文字起こしではなく、検査文脈を理解して帳票項目まで埋める実務インターフェースへ進化しました。現場で有効なのは「AOI 目視検査 棲み分け」を崩さず、目視工程の記録だけを高速化する設計です。発話例「スクラッチ、右下象限、サイズ中、深さ浅、ロットID-A0523」を一回で処理できるため、外観検査 スループットの改善に直結します。
- 高度な自然言語理解: 「スクラッチ」「ボイド」「象限」「ミクロン」など、半導体外観検査の専門語を自然な発話で認識します。
- 文脈判断と項目自動特定: 欠陥種別・位置・サイズ・判定を分解し、帳票の対応する欄へ自動振り分けします。
- 顕微鏡から目を離さず手も使わない記録: 顕微鏡から目を離さず、端末に触れず、記録まで完了します。
生成AIは、検査担当者の方の集中を切らないアシスタントとして機能します。
「ながら記録」が可能にする、顕微鏡から目を離さない半導体外観検査記録オペレーション
AI音声帳票ツール「ながら記録」です。Excelで定義した帳票に、話すだけでデータを記録できるクラウドサービスです。 品質検査担当者の方は実体顕微鏡を覗いたまま記録でき、顕微鏡と端末の往復をなくせます。半導体 品質検査 記録をロット単位で即時蓄積し、SPC連携までつなげられます。
入力項目自動判断機能
検査担当者の方が「スクラッチ、右下象限、サイズ中、深さ浅、ロットID-A0523」と話すだけで、AIが欠陥種別・位置・サイズ・深さ・ロットIDを分解し、帳票の正しい欄へ自動入力します。入力順を意識する必要はありません。帳票定義は、既存の検査チェックシートをExcelへ転記すれば開始でき、欠陥語彙もExcel側で統一できます。対象項目は、欠陥種別(スクラッチ・ボイド・バリ・クラック・マーキング不良)、欠陥位置(象限・座標)、欠陥サイズ(大/中/小)、判定結果(合格/リジェクト)、ロットIDです。
検査データリアルタイム蓄積機能
「ボイド確認、ダイ中央、直径約50ミクロン、リジェクト判定」と発話した時点で、検査データはクラウドへ時刻付きで保存されます。ロット別・欠陥種別・時系列の集計が自動更新されるため、SPC 検査データを管理図へ直結できます。検査後の手集計や報告書作成の工数が減り、工程改善のサイクルが速くなります。 なお、経済産業省生産動態統計(JEITA公表表)では、2025年1〜10月の集積回路生産金額は2,405,752百万円、前年同期比107.8%です。検査スループット改善がROIへ反映しやすい局面です。 3 出典 JEITA 元の記事を読む — jeita.or.jp
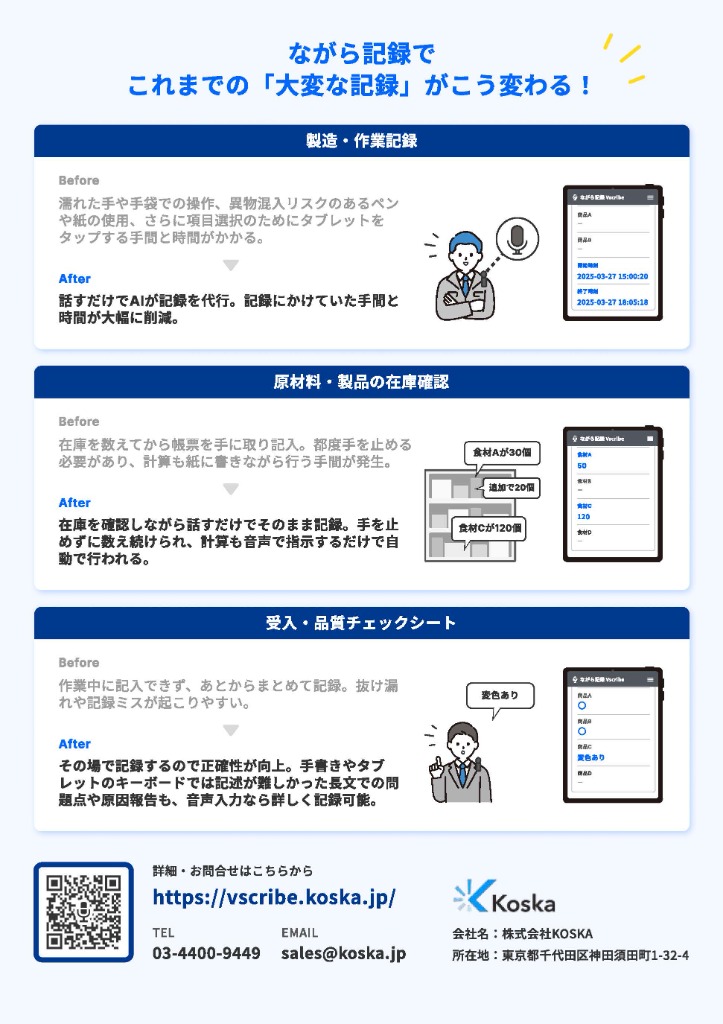
「ながら記録」による半導体 外観検査 記録 使用例
- ダイの外観検査 — 1ロット100個のダイを連続確認し、「スクラッチ、左上象限、サイズ小、合格」「ボイド、中央、直径約50ミクロン、リジェクト」と発話して即記録します。検査担当者の方は視線を外さず、ピントずれを抑えたまま検査を継続できます。
- ワイヤーボンディング後の接合検査 — 60個/ロットの接合部を確認し、異常発見時に「ワイヤー浮き、右端、ループ高異常、リジェクト、ロットB117」と入力します。端末操作の中断が減るため、微細不良を追う集中力を維持できます。
- モールド後の外観確認 — 80パッケージを連続チェックし、「クラック、左下、長さ0.3ミリ、リジェクト」「マーキング不良、上辺、判定保留」を順次記録します。欠陥統計はロット終了時点で自動集計され、SPCにそのまま連携できます。
半導体外観検査記録に関するよくある質問
Q. AOI(自動光学検査)と音声入力による目視検査はどう棲み分けますか?
AOIは一次スクリーニングと定型欠陥検出、目視は境界判定と最終判定を担当する運用が現実的です。音声入力は目視工程の記録を同時化する役割で、既存工程を壊しません。AOIの分類精度課題は半導体欠陥分類研究でも報告されています。 4 出典 MDPI 元の記事を読む — mdpi.com
Q. 半導体外観検査の欠陥分類基準はどのように音声入力に反映できますか?
QAAの欠陥コードと現場用語をExcel辞書に登録し、発話を標準コードへ正規化します。JEDEC JESD22-B101Dの外観観点とMIL-STD-883のMethod 2009系外観要求を基準語彙に紐づけると、監査対応しやすい運用になります。 1 出典 JEDEC JESD22-B101D 元の記事を読む — standards.globalspec.com 2 出典 MIL-STD-883E 元の記事を読む — navsea.navy.mil
Q. 検査スループットはどの程度改善が期待できますか?
改善幅は、1ロット当たりの入力件数と1件ごとの視線移動時間で試算できます。例えば1件2秒の入力中断が300件なら10分の削減余地があり、外観検査 スループット改善を定量管理しやすくなります。ライン実測で前後比較し、ROI評価する設計が確実です。
Q. 音声入力の誤認識による検査データの信頼性低下が心配です。対策はありますか?
対策は、欠陥語彙の限定、判定語の定型化、低信頼スコア時の再確認フローの3点です。さらにロットIDや判定結果だけ二重確認ルールを入れると、実運用の誤記録を大きく下げられます。監査向けには修正履歴を残す設定が有効です。
Q. SPC(統計的工程管理)システムとの連携は可能ですか?
可能です。欠陥種別・位置・サイズ・判定を構造化データとして出力し、CSV/APIでSPCへ渡す構成が一般的です。これにより欠陥傾向の可視化と工程改善アクションを日次で回せます。
生成AI×音声入力で、半導体 外観検査 記録は「顕微鏡と端末の往復」から「顕微鏡から目を離さない連続検査」へ
半導体 外観検査 記録の現場では、顕微鏡とキーボードを往復する視線移動のタイムロスが、検査スループットを圧迫し見落としリスクを高めます。顕微鏡から目を離さない音声入力なら、顕微鏡から目を離さず欠陥記録を完結できます。
- 顕微鏡から目を離さない連続検査でスループットが向上する
- 欠陥発見と同時の即時記録で、欠陥サイズ・位置の精度と検査データ信頼性が高まる
- ロット単位の欠陥統計が自動集計され、SPC連携と工程改善サイクルが加速する